
در ابتدا که ژنراتور خاموش است سوئیچها و برچسب توابع به دقت بررسی شود. توجه کنید که شمارنده را حتما روی صفر بگذارید و یاتاقانها را بررسی کنید. در صورت وجود آلودگی و کثیفی حتما آنرا با ابزار مناسب که پیشتر لیست شد، تمیز کنید.
بعد از روشنکردن ژنراتور، لامپهای نشان دهندهی وضعیت، خوانشگر دیجیتال و جبران کنندهی ولتاژ اصلی حتما بررسی شوند. کالیبراسیون mA را حتما انجام دهید. در طول آمادهسازی تستهای کنترل پرتو ایکس برای حداقل جریان فیلامان، برای اطمینان حاصل کردن از سالم بودن فیلامان و اینکه در حداقل دما باشد این تست انجام میشود و صحت mA تولید شده را تضمین نمیکند. اتصال ضعیف کابل کاتد HT میتواند باعث افت جریان رشته مورد نیاز شود، اما همچنان بالاتر از حداقل مقدار جریان رشته باشد. در آمادهسازی تیوب برای اکسپوز، ممکن است با مشکلات زیر مواجه شویم:
- در بخش Warm up کردن تیوب در صورتیکه هیچ اتفاقی رخ ندهد، ابتدا اتصالات مربوط به ژنراتور را بررسی کنید. اگر شرایط مناسبی برای اکسپوز کردن انتخاب نشده باشد، ممکن است به صورت سیگنال نیز هشدار داده شود.
- در صورت نداشتن پرتو ایکس خروجی، موارد mA و kV و همچنین اتصالات کابلهای HT را بررسی کنید.
- ممکن است جریان عبوری از نقطه کانونی انتخاب شده قطع شده باشد.
- کابلهای HT: برای انتقال جریان برق از ژنراتور به دو سر تیوب مورد نیاز است. اتصال این کابلها به ژنراتور و همچنین عدم قطع شدگی یا بریدگی یا تاب خوردن آنها باید به دقت بررسی شود.

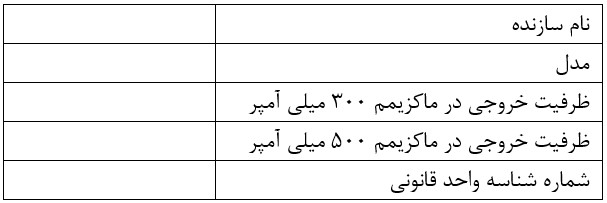
تیوب اشعهی ایکس: پس از بررسی ژنراتور و کابلهای HT به سراغ تست تیوب میرویم. ژنراتور را با استفاده از کابلهای HT به دو سر تیوب وصل میکنیم و با برقرار کردن جریان برق، پرتو ایکس طی فرآیند خاصی درون اینسرت تولید میشود. مشخصات تیوب اشعه ايکس را درون جدول زیر یادداشت کنید:

اجزای اصلی تیوب اشعه ایکس شامل: محفظهی نگهدارنده، روغن HV و لامپ اشعهی ایکس است که نیاز است هر یک به طور جداگانه مورد بررسی قرار گیرند.
مدهای عملکردی تیوب که هنگام تست باید به آنها توجه کرد شامل:
- چراغ های نشانگر چه زمانی روشن می شوند و روشن شدن آن ها به چه معنی است؟
- سیگنال های صوتی چه زمانی روشن می شوند و روشن شدن آن ها به چه معنی است؟
- آیا در حین آماده سازی و یا هنگام اکسپوز آیا یك صدای کانکتور می شنوید که کار می کند؟
- صدای عادی که باید از آند تیوب در زمان روشن بودنش بشنوید چیست؟
- در زمان اکسپوز کردن بوکی چه صدایی را تولید می کند؟
- بررسی شود که آیا فیلامان نقطه کانونی متصل است یا خیر؟
ممکن است ارتباط نامناسبی با نقطه کانونی، به دلیل اتصال بد کاتد به کابل HT و یا اتصال کابل HT به پین انتهایی وجود داشته باشد. سه پایه در انتهای کابل وجود دارد. اگر اتصال بدی در پین مرکزی وجود داشته باشد، باعث می شود هر دو نقطه کانونی را تحت تاثیر قرار می دهد. ( لازم به ذکر است نحوهی تعیین نقطهی کانونی در استاندارد IEC 60336 برای سیستمهای تشخیصی پرتو ایکس پزشکی که تا ولتاژ 150 kV را شامل میشود، به طور کامل توضیح داده شده است.

پس از بررسی موارد بالا در ادامه طبق گامهای زیر پیش میرویم:
- قبل از ادامه، مطمئن شوید که تمام اتصالات برق خاموش است.
- برای بررسی، نگهدارنده انتهای کابل کاتد را باز کنید مهره حلقه ای انتهای کابل را تا حدودی بیرون بکشید ( ~ 4 میلی متر )، سپس انتهای کابل را دوباره وارد کنید. مهره و حلقه انتهای کابل را محکم ببندید.
- حال برای تست آماده سازی، اگر انتهای کابل را جابجا کنید مشکل آماده سازی کابل را برطرف کردهاید. در پایان نیاز است توجه کنید که انتهای کابل را حذف و تمیز کردهاید، انتهای کابل پینها و آببندی مجدد را انجام دهید.
سپس، بعد از رفع مشکلات احتمالی نیاز است که کنترل میانی برای تیوب و مولد اشعهی ایکس مرجع انجام شود. برای این منظور آزمونهای زیر طبق پروتکلهای استاندارد انجام میشود:
- صحت ولتاژ و تکرار پذیری ولتاژ.
- صحت جریان خروجی و تکرار پذیری خروجی.
- صحت زمان و تکرار پذیری زمان.
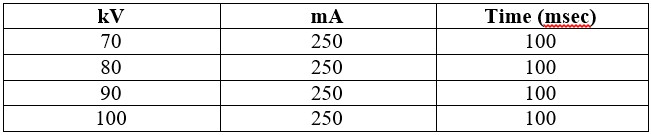
- خطی بودن خروجی پرتو ایکس: در دو محدوده انرژی 60-70 kV و 90-100 kV بررسی میشود.
- اندازهگیری HVL با استفاده از فیلترهای آلومینیومی.
پس از انجام آزمونهای بالا نتیجه به صورت درصد خطا اعلام میشود که با توجه به آن اعداد و مقادیر مجاز خطا، آزمون مورد پذیرش قرار میگیرد یا خیر.
- اگر تغییرات kV مورد نیاز بیش از 2 ~ 3% نباشد ، ایستگاه در حد تحمل است
- اگر تغییرات بند بالا بیش از 3 ~ 5٪ نباشد، هنوز در حد تحمل است. با این وجود، در سابقه نگهداری یادداشت کنید و دفعه دیگر که بخش خدمات بازدید می کند، کالیبراسیون را بررسی کنید.
- اگر بیش از 5٪ باشد، آن ایستگاه تحمل ندارد. این موضوع ممکن است بدلیل کالیبراسیون mA یا kV باشد. اگر تغییرات ولتاژ قابل توجه بود، آن ایستگاه mA را \”خارج از کار\” قرار دهید و برای مشاوره با بخش خدمات تماس بگیرید.
با توجه به مدل تیوب امکان وجود و عدم وجود هر یک از کلیدهای کنترل زیر در بخش صفحه کنترل دستگاه ممکن است:
- نشانگر انتخاب نقطهی کانونی بزرگ/ کوچک
- شماره تیوب اشعهی ایکس
- محافظت از اضافه بار تیوب اشعهی ایکس
- کلید کنترل خودکار تابش (AEC)، یا فوتوتایمر
- کلیدهای کنترل kV، mA و زمان.
در هنگام تست تیوب شرایطی که تیوب به طور کامل خراب میشود را حتما در نظر داشته باشید تا از تیوب در مقابل بار اضافی جلوگیری شود. این شرایط، که کنترل آن توسط ژنراتور هنگامی که روشن است انجام میشود، عبارتند از:
- kV ماکزیمم: زمان تابش کوتاه و mA کم را انتخاب کنید. تنظیمات کیلو ولتاژ را تا زمانیکه نور پیشگیری از تابش شروع بکار کند افزایش دهید. بیشترین kV در دسترس نباید از kV مشخص شده برای یک تیوب مشخص بیشتر باشد.
- kV مینیمم: یک mA پایین و زمان تابش کوتاه را انتخاب کنید. kV را در کمترین میزان ممکن تنظیم کنید. در صورت تنظیم kV خیلی پایین، باید منع تابش صورت گیرد. توجه داشته باشید که KV مینیمم معمولا وابسته قوانین هرکشور روی 40 kV تنظیم می شود. در جاییکه برای فیلترهای مختلف یک interlock در کلیماتور فراهم شود، تغییرات وجود خواهد داشت.
اجزای اصلی تیوب اشعه ایکس شامل: محفظهی نگهدارنده، روغن HV و لامپ اشعهی ایکس است که نیاز است هر یک به طور جداگانه مورد بررسی قرار گیرند.
مدهای عملکردی تیوب که هنگام تست باید به آنها توجه کرد شامل:
- چراغ های نشانگر چه زمانی روشن می شوند و روشن شدن آن ها به چه معنی است؟
- سیگنال های صوتی چه زمانی روشن می شوند و روشن شدن آن ها به چه معنی است؟
- آیا در حین آماده سازی و یا هنگام اکسپوز آیا یك صدای کانکتور می شنوید که کار می کند؟
- صدای عادی که باید از آند تیوب در زمان روشن بودنش بشنوید چیست؟
- در زمان اکسپوز کردن بوکی چه صدایی را تولید می کند؟
- بررسی شود که آیا فیلامان نقطه کانونی متصل است یا خیر؟
- ممکن است ارتباط نامناسبی با نقطه کانونی، به دلیل اتصال بد کاتد به کابل HT و یا اتصال کابل HT به پین انتهایی وجود داشته باشد. سه پایه در انتهای کابل وجود دارد. اگر اتصال بدی در پین مرکزی وجود داشته باشد، باعث می شود هر دو نقطه کانونی را تحت تاثیر قرار می دهد(لازم به ذکر است نحوه ی تعیین نقطهی کانونی در استاندارد IEC 60336 برای سیستمهای تشخیصی پرتو ایکس پزشکی که تا ولتاژ 150 kV را شامل میشود، به طور کامل توضیح داده شده است )
- kV مینیمم برای جلوگیری از گرمایش بیش از حد فیلامان: بیشترین mA موجود و یک زمان تابش کوتاه را انتخاب کنید. kV را تا کمترین میزان قابل دسترس کاهش دهید. kV مجاز نیست به زیر حداقل مقدار مشخص شده برسد، در غیر اینصورت باید منع تابش صورت گیرد. لازم به ذکر است که این بخش به صورت نمودارهای HU نشان داده میشوند و برای هر تیوب منحصر به فرد است.
- حداکثر توان حرارتی آند: این حداکثر گرمای لحظه ای ورودی به آند است. توجه شود که نمودارهای درجهبندی تیوب اشعه ایکس یک آند سرد را در نظر گرفتهاند. به همین دلیل، برخی از کنترلهای اشعه ایکس حداکثر خروجی را ارزیابی میکنند. این موضوع برای گرمای آند تولید شده توسط تابش قبلی صادق است. به عنوان مثال در عملکرد بیش از حد جدول، ممکن است خروجی به 95٪ حداکثر محدود شود، در حالیکه با یک جدول فلوئوروسکوپی، این مقدار به حدود 80 ~ 70 درصد حداکثر بازده کاهش مییابد.
در هنگام تست تیوب علاوه بر موارد بالا و انجام کنترلهای مورد نظر به منظور عیب یابی، تیوب باید از لحاظ ساختار فنی داخلی نیز مورد بررسی قرار گیرد. در این بخش هر یک از موارد زیر را به دقت بررسی نمائید:
- کالیبراسیون میلی آمپر.
- بررسی کامل آند که آیا چرخش مناسبی دارد یا خیر؟
- بررسی فیلامان از نظر سالم بودن.
- بررسی عملکرد نقطهی کانونی لامپ که آیا همان مقدار تنظیم شده را میدهد یا خیر؟
- بررسی کامل لامپ که آیا دچار ترک یا شکستگی شده است یا خیر؟
- بررسی نشتی روغن HV.
- بررسی محفظه از نظر فیزیکی که آیا آینهای شده است یا خیر؟
- بررسی Arc زدن تیوب.
- بررسی چرخش تیوب در محور حلقه.
- بررسی اتصالات و کابلهای الکتریکی و سستی آنها.
- بررسی کابلهای HT از لحاظ سست بودن و عدم کشیدگی آنها حین چرخش تیوب.
- بررسی قفلهای دستی که آیا در وضعیت سالمی به سر میبرند یا خیر؟
- بررسی نویز یاتاقانها در صورت وجود.

- استند تیوب: حال پس از الکتریکی نیاز است سوئیچ و لامپهای نشانگر آن به دقت بررسی شوند. سپس در بازرسی مکانیکی، سیم بررسی اجزای داخلی تیوب به سراغ سیستم تعلیق مکانیکی تیوب میرویم که تیوب و اجزای داخلی روی آن سوار شدهاند. ابتدا از لحاظ بکسل، یاتاقانهای مربوط به حرکت عمودی، ریلهای راهنمای عمودی را بررسی کنید و هر قسمت که نیاز به روغنکاری داشت حتما روانکاری شود. در بخش بازوی فرمان نیز قفل چرخش حتما بررسی شود.
- فیلترها: موادی که بین بیمار و تیوب اشعهی ایکس قرار میگیرند و باعث فیلتر شدن باریکه پرتو میشوند.
به طور کلی دو نوع فیلتراسیون وجود دارد: داخلی و خارجی.
فیلتراسیون داخلی که ذاتی نیز نامیده میشود و قابل حذف نیست، مربوط به ساختار لامپ اشعهی ایکس و مواد موجود در آن میباشد. مانند پنجرهی خروجی لامپ، روغن HV و ….
فیلتراسیون خارجی شامل موادی میشوند که بر سر راه باریکه اضافه میکنیم و قابل تغییر و حذف هستند و به صورت ورقههایی در اندازههای استاندارد موجود میباشند. مثالهای دیگری از این فیلتر شامل: تخت بیمار در زمانی که تیوب اشعهی ایکس زیر تخت باشد، مواد موجود در محدودکنندهی بیم (کولیماتور)، و یا ابزار فشرده سازی پستان در ماموگرافی.
از فیلترهای آلومینیوم و مس به منظور تعیین و اندازهگیری HVL و فیلتراسیون پرتو خروجی استفاده میشود. ضخامتهای استاندارد موجود به شرح زیر است:
فیلترهای Al در ضخامتهای 0.05, 0.1, 0.5, 1 mm: برای اضافه کردن فیلتراسیون کلی تیوب و بررسی کیفیت پرتو ایکس استفاده میشود و درصد خلوص آن 99.9% و یا چگالی بالاتر از 270 g/cm3 باشد.
فیلترهای سرب در ضخامتهای 0.25, 0.35, 0.5, 1 mm: جهت اندازهگیری ضخامتهای معادل سرب استفاده میشود.
هر دو نوع فیلتر کد مخصوص به خود را دارند که از آن طریق شناسایی شده و در گزارش نهایی نیز از آن استفاده میشود.
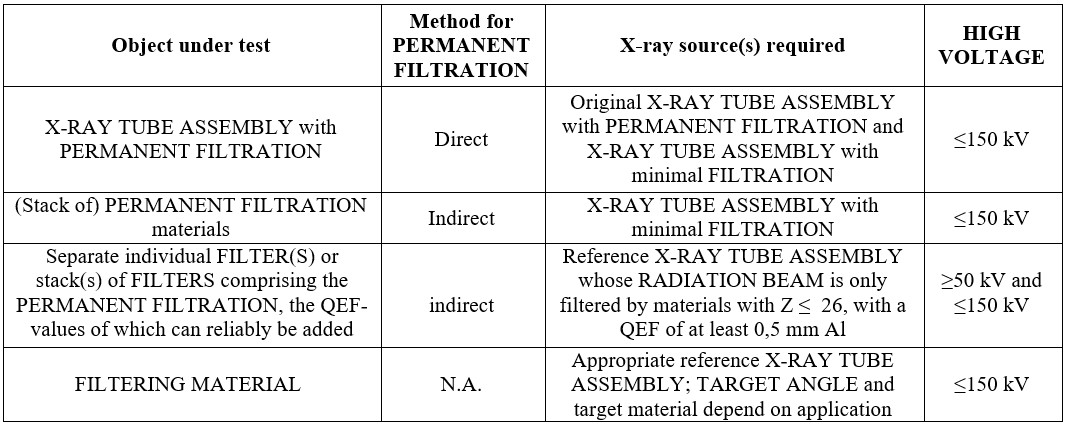
جدول زیر به طور خلاصه روشهای اندازهگیری فیلتراسیون و فیلتراسون معادل کیفیت را نشان میدهد که جزئیات هر روش به طور کامل در IEC 60522 توضیح داده شده است.
- کلیماتور: برای تعیین مقدار زاویهی دید پرتو که چه سطحی از منطقهی مورد نظر را پوشش میدهد استفاده میشود. باز و بسته بودن کلیماتور، جنس، هندسه و … به دقت بررسی شود.تمامی تستهای تیوب را میتوان با یا بدون کلیماتور انجام داد که در تعیین HVL نیز کاربرد دارد.

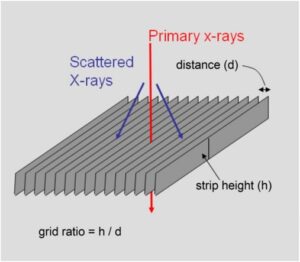
- گریدهای ضد پراکندگی: برای جذب تابش پراکنده که تابش مفیدی نیست استفاده میشود.

- فیلم رادیوگرافی و کاست: برای بررسیهای مربوط به نشت تیوب و کولیماتور استفاده میشود.

- فانتوم معادل آب: برای اندازهگیری تابشهای منحرف شده استفاده میشود.
- دوربین تک شکاف و تک سوراخ: برای تعیین اندازه نقطهی کانونی مورد استفاده قرار میگیرند. به طور کلی دو مقدار برای نقطهی کانونی وجود دارد: نقطهی کانونی بزرگ و کوچک.
- آشکارساز پرتو ایکس: برای آشکارسازی و ثبت پرتوهای ایکس عبوری از آن استفاده میشود. از آشکارساز RTI 657 که در آزمایشگاه موجود است استفاده میکنیم که برای تمامی کاربردهای دزیمتری و آشکارسازی به جز ماموگرافی کاربرد دارد. مرکزیت جانبی بر روی Bucky table نیز باید در هر دو جهت بررسی شود. در بعضی موارد این مرکزیت ممکن است فقط در صورت نزدیک شدن از یک جهت دقیق باشد.
- تجهیزات حفاظت فردی شخص آزمونگر: روپوش سربی، فیلم بج جهت دیدهبانی پرتویی، پارابان سربی، دزیمتر محیطی.
نتایج تمامی کنترلها در لیستها و فرمهای مربوط به هر قسمت به طور جداگانه گزارش و به سوابق موجود در دفترچه هر دستگاه پیوست میگردد. (در صورت وجود هر گونه مغایرت با استاندارد یا نقص در تجهیز، شناسایی شده و گزارش میشوند.)
- فاز دوم: عیب یابی تیوبهای مورد نظر و رفع نقص آنها
در این بخش از طرح، تیوبهای موجود که جهت سالم بودن و در صورت لزوم عیب یابی، مورد بررسی قرار گرفته بودند، در صورت وجود مشکل فنی، رفع نقص میشوند و یا قطعه مورد نظر به طور کامل با قطعهی جدید و سالم جایگزین میشود.
لامپ اشعهی ایکس باید در محفظه بطور مناسب و تحت شرایط استاندارد جایگذاری شود چرا که نحوهی جایگذاری در عملکرد و نتیجهی نهایی تاثیرگذار خواهد بود. تمامی مواد انتخابی باید برای استفادهی معمولی تیوب با آند دوار یا ثابت باشند و هیچ فیلتراسیون اضافیای نیز عمال نشود چرا که باعث کاهش شار خروجی پرتو ایکس میشود، مگر اینکه تایید شود که فیلتراسیون اضافی روی خروجی پرتو تاثیری نخواهد داشت .
وجود خطا در ژنراتور، کابلهای HT، استند تیوب، و سایر ملزومات موجود که در مرحلهی قبل قابل شناسایی بودند، خطاهای موجود در تیوب اشعهی ایکس به صورت زیر میباشند:
- تیوب اشعه ایکس ناپایدار: یک علت شایع گاز است، که باعث می شود جریان بسیار بالایی در هنگام قرارگیری در معرض اکسپوز ظاهر میشود. وجود گاز درون تیوب ممکن است به علت یکی از دلایل زیر باشد:
- شیشه دارای ترک بسیار ریز است. این ترکها نشان دهنده سوراخ شدن شیشه و در نتیجه تیوب گازی می شود.
- یاتاقان های در حالت ثابت قرار دارند.
- قوس الکتریکی: در انتهای کابلهای های HT یا سوکتهای آن.
در هر دو این حالتها، نقص فنی موجود در تیوب قابل تعمیر نبوده و نیاز است که تیوب تعویض شود. برای تعویض تیوب موارد احتیاطی زیر را حتما رعایت کنید:
- جداسازی مناسب تیوب از استند به منظور رفع نقص.
- انتقال مناسب تیوب از محل استقرار آن به آزمایشگاه.
- شرایط محیطی و فیزیکی مناسب آزمایشگاه برای نگهداری تیوب.
- شرایط مناسب محیطی برای تخلیهی روغن HV به منظور تعمیر یا تعویض اینسرت.
- رفع تمامی نواقص موجود در تیوب و یا تعویض قطعات.
- جایگذاری مجدد اینسرت درون محفظه.
دقت شود هنگامی که تیوب اشعه ایکس از محفظه پس از یک مدت استفاده نرمال پیاده میشود، علامتگذاري روي تیوب اشعه ایکس باید قابل خواندن باقی بماند. نشانهگذاري محصولات باید منحصر بفرد باشد و انواع یا سريهاي مرتبط را نشان دهد و با مدارک همراهشان را در اختیار قرار گیرد. تیوبهاي اشعه ایکس باید با نشانههاي زیر ارائه شوند:
- نام یا علامت تجاري سازنده.
- مدل یا نوع مرجع.
- شناسه منحصر بفرد.
- ولتاژ تیوب نرمال که مجموعه تیوب اشعه ایکس براي آن طراحی شده است.
- سایز هاي لکه کانونی.
نشانههاي فوق ممکن است به صورت یک توضیح ترکیبی در مدارک همراه نیز داده شوند.
- فاز سوم: بررسی و آزمون کنترل کیفی تیوب پس از تعویض یا تعمیر
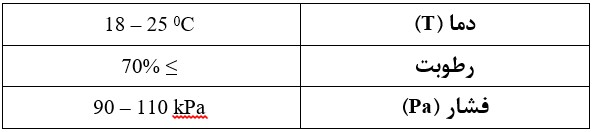
در این فاز از طرح، تیوب اشعه ایکس سالم را از نظر عملکردی مورد بررسی قرار داده و تستهای لازم کنترل کیفی را انجام دهیم و بررسی میکنیم که آیا تیوب جدید اورهال شده، عملکردی مطابق با استانداردهای بین المللی دارد یا خیر؟ با توجه به اینکه این دستورالعمل در تطابق با قوانین دفتر حفاظت در برابر پرتو و همچنین مطابق سند NCRP Report No. 147 تدوین شده است، شرایط محیطی مورد نیاز مطابق جدول زیر است: